一、概述:
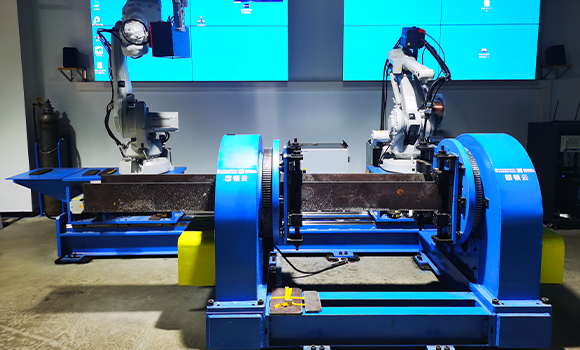
三维激光切割机主要用于钢结构行业的型钢三维自动切割。针对目前型钢加工工艺特点,本机将原有的带锯、三维钻、锁口切割多种加工工艺,组合在一台专用切割设备上,这样可以大幅度的提高客户场地的利用率,减少产品物流时间,全面提高加工生产效率。该设备采用激光切割方式,由 3D模型导入数据,通过编程软件生成加工代码,一站式完成型钢的开孔、锁口、坡口、划线/打标、定长切割等工序,实现型钢批量自动化生产加工。
1) 设备外形:

2) 加工类型:

二、 参数:
1) 技术参数:
➢ 占地尺寸:33*3.5 米,约 115 平米
➢ 需要人员:1 人
➢ 加工材质:碳钢 / 低合金钢
➢ 输入输出速度:0~12 m/min
➢ 辊道宽度:1400mm
➢ 更大 承重:10 吨
➢ 送料机械手定位精度:±0.5mm
➢ 切割头重复定位精度:±0.2mm
➢ 更大 构件长度:12000mm
➢ 最小构件长度:6000mm
➢ 最小切割长度:300mm(连续切割方式输出)
➢ 最小出料长度:1600mm
➢ H 型钢更大 截面尺寸:1200*600mm
➢ H 型钢最小截面尺寸:200*130mm
2) 材料偏差:
➢ 更大 长度偏差:≤20mm
➢ 更大 整体扭曲:≤30mm
➢ 更大 整体扭曲度:全长≤5°
➢ 每米更大 扭曲:≤5mm
➢ 每米更大 扭曲度:≤±1°
➢ 腹板中心偏移:±1.5mm
➢ 翼缘板高差:≤3mm
➢ 板材:黑皮、光滑、平整、无锈
3) 切割参数:
➢ 坡口形式:Ⅰ型、V 型
➢ 坡口角度范围:-45°~45°
➢ 垂直更大 切割厚度:≤35mm
➢ 坡口更大 切割厚度:≤24mm
➢ 开锁口:会有一定残留量,根据材料规格随腹板厚度在 6mm 左右
➢ 开孔孔径:1 倍于材料厚度以上,≥10mm
➢ 切割速度:≤6000mm/min
➢ 切割损耗量:单构件最小损耗≤20mm
➢ 切割长度精度:±1mm
➢ 垂直度偏差:±1.5mm
➢ 角度偏差:±2°
➢ 孔距精度:±0.3mm
➢ 切割头重复定位精度:±0.2mm
➢ 表面粗糙度:Ra≤16μm
4) 使用成本分析

三、 现场要求
➢ 电源:380V±5% / 50Hz,用户自备配套稳压电源
➢ 气源:
氧气:1MPa
氮气:2.5MPa
空气:压力 1.6MPa、流量 1.3 m³ /min
➢ 水:蒸馏水(工业冷水机用水)
➢ 环境:
温度:0~40°
湿度:5~90%无凝露
➢ 地基:场地平整无沉降
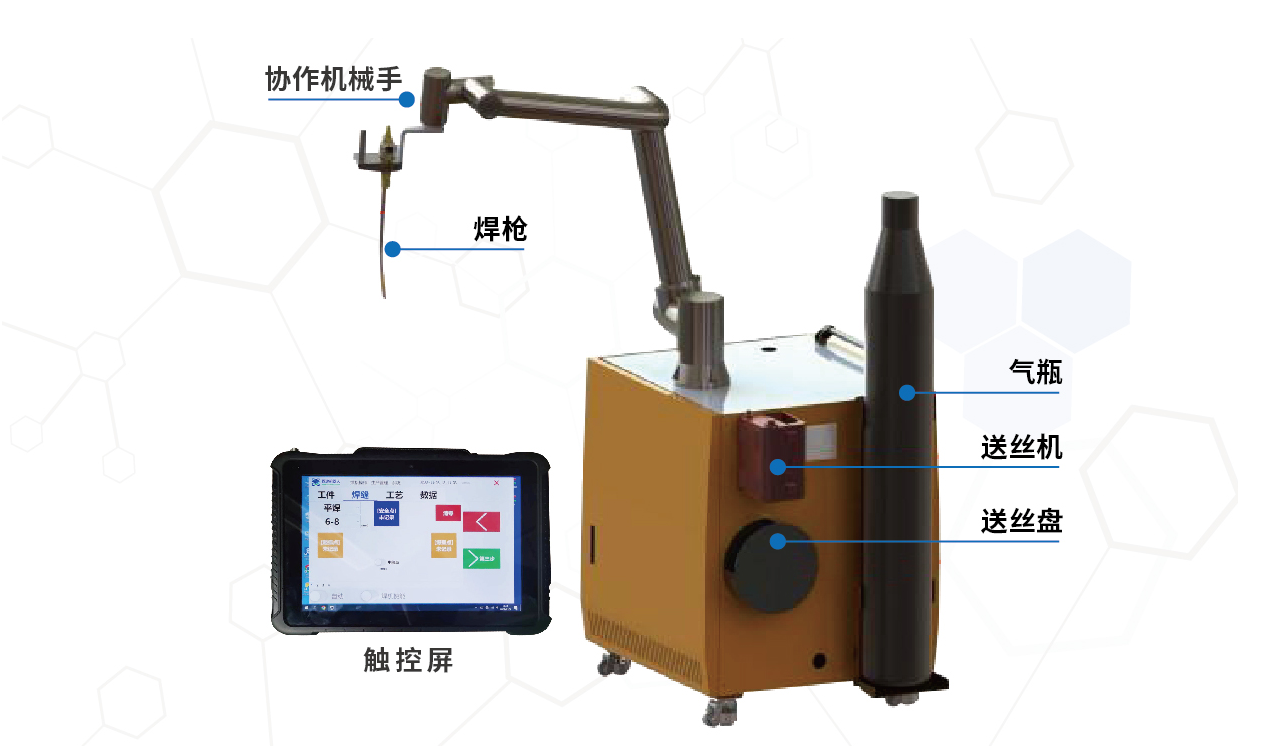
四、 控制系统说明:
1. 数控系统介绍:
采用固建 GTS 数控系统,GTS 激光切割控制系统是固建公司自主开
发的一款高性能激光切割闭环控制系统。广泛应用与金属、非金属激光
切割领域。特别在中、高功率激光切割领域有突出表现。
a) 全套数字化伺服系统
b) 标准人机界面的操作系统
c) 激光器的功率、脉冲频率、光闸开关、工作方式的选择以及各种辅
助气体的转换可直接通过软件进行控制
d) 零件程序的模拟运行,将模拟显示零件加工过程
e) 具有强大的自诊断功能,对于设备内部报警可迅速提示,同时对于
设备外部报警有专用的报警信息码,在屏幕上自动提示
f) 中文 CAD/CAM 自动编程软件,人工模块化选择,简单高效
g) 可自动由 3D 模型文件快速换成加工代码及加工路径
h) 提供丰富的,开放式的激光工艺数据库(包括各类加工技术参数库)

2) 部分界面介绍:
a) 参数设置:

b) 穿孔设置:

c) 切割参数: